
Wie fertigt man eine Radierung an?
Bei der Radiertechnik kann man mit äußerst feinen Linien, aber auch flächig arbeiten. Man nutzt dünne Metallplatten, in die entweder hineingeritzt oder aber im Säurebad flächig geätzt wird. In diese feinen Vertiefungen reibt man ölbasierte Druckerfarbe ein. Mittels einer Presse wird dann angefeuchtetes Papier unter hohem Druck in diese eingefärbten „Täler“ der Druckplatte aus Metall gepresst, so dass es die dort befindliche Farbe aufnimmt – das Druckbild einer Radierung entsteht.
Und so geht man schrittweise vor:
Papier vorbereiten
Papier reißen: Bütten oder Künstlerkarton ab 200g/qm – doppelt falten, reißen (beachte Laufrichtung!) nach Bedarf, je nach gewünschter Größe auch mit einem schweren Metalllineal. Vorher die Größe anzeichnen – braucht etwas Übung.
Papier einweichen: Wenn nur einzelne Blätter gedruckt werden oder unterschiedliche Größen: Ein Blatt komplett nässen, dann trockenes Blatt darüber, dann wieder ein nasses Blatt etc. In Folie einpacken und über Nacht unter einem Gewicht einweichen lassen. Alternativ als „Schnellverfahren“ Papier in Wasserbecken min. 30 Minuten einweichen und zwischen Handtüchern trocknen. Die Blätter müssen durchfeuchtet, dürfen aber nicht nass sein. Stichwort „Bäckchenkälte“
Plattenbearbeitung
1 mm starke Zink- oder Kupferplatten in die gewünschte Form schneiden, Ecken und Kanten feilen. Es gibt sie aber auch schon fertig in zahlreichen Größen im Künstlerbedarf (Boesner oder Gerstaecker, auch online). Dann wird die Oberfläche geschliffen (600/900/1200 Sandpapier nass oder feine Stahlwolle 00/000 bei nur leichten Oberflächenmängeln).
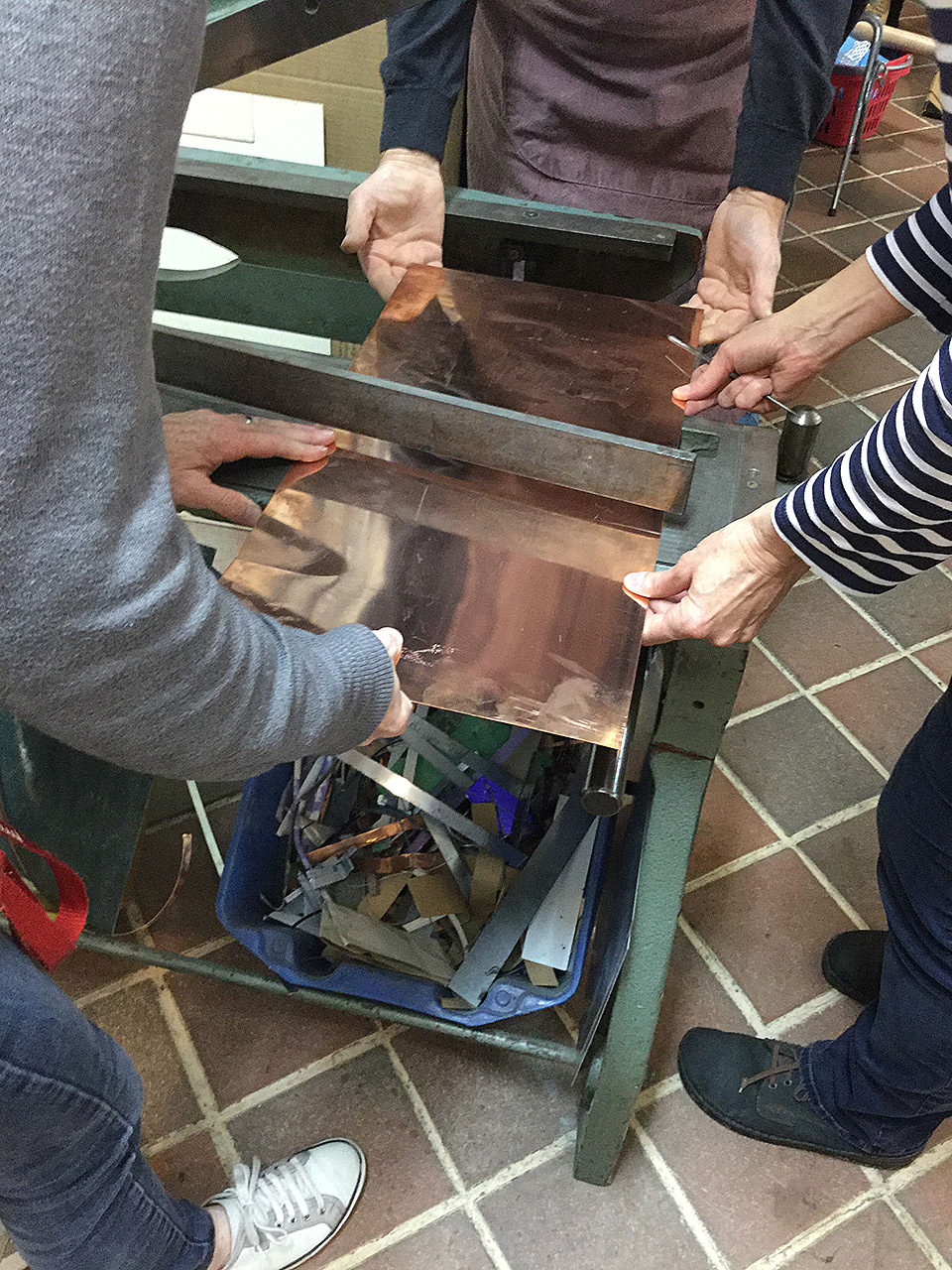
Mit Polierpaste und einem alten Lappen das Metall auf Hochglanz polieren oder aber bewusst kleine Fehler belassen, die später „als Geschenk der Platte“ auch sehr schöne Hintergrundeffekte erzielen können!
Jetzt wird die Metallplatte mit reiner Sojasauce oder Schlämmkreide entfettet und anschließend unter fließendem Wasser gereinigt. Bei späterer Beschichtung (insbes. bei dem Weichgrund „Vernis mou“) darauf achten, dass die Platte gut entfettet ist, ggf. Brennspiritus zusätzlich benutzen, abspülen und trocken föhnen. (Vermeidung von Fingerabdrücken, da immer Hautfett vorhanden ist). Will man aber direkt, nach Vorzeichnung, in die Platte einritzen (sog. Kaltnadeltechnik), benötigt man keine Beschichtung und keine rückseitige Abdeckung der blanken Platte.
Weichgrund/Hartgrund: Den Hartgrund mit dem Pinsel aufbringen, aber den Weichgrund entweder auf der Wärmeplatte hauchdünn mit der Gummirolle auftragen oder nach Anlösen mit Terpentin mit dem Pinsel auftragen. Die Beschichtung trocknen lassen, ggf. föhnen. Vorsicht Fingerabdrücke! Für das nach der Beschichtung und Bildauftrag später folgende Säurebad muss man jetzt schon die Rückseite abdecken. Klebeband (Folie d-c-fix) oder „klassisch“ Asphaltlack (nur zur Not, da er sich nur mit Lösungsmittel reinigen lässt) – am einfachsten hat man es, wenn man Platten mit fertiger Rückseitenbeschichtung verwendet.
Bildvorstellung/Bildumsetzung
Nun sollte man seine Bildvorstellung oder aber auch Vorlagen auf Transparentpapier mit weißem oder rotem Kopierpapier entweder direkt auf die blanke Platte oder auf die durch die Beschichtung hell- bis dunkelbraune Oberfläche übertragen, und zwar spiegelverkehrt!
Beim Weichgrund folgt man der Idee, eine dem Bleistift ähnlich aufgeraute Line zu erzeugen. So wird die Zeichnung indirekt per Pauspapier, Japanpapier oder Transparentpapier (spiegelverkehrt!) auf die beschichtete Platte aufgebracht. Das zwischen Kopiervorlage und Weichgrund eingelegte Japanpapier „weicht“ zusätzlich die spätere Ätzlinie auf, da am Papier mehr Weichgrund haften bleibt als an der Vorlage selbst. Verwendet man nur eine auf Transparentpapier kopierte Vorlage (Fotokopierer), also ohne zwischengelegtes Japanpapier, so lässt sich am besten die vom Kopierer bedruckte Seite auf dem Weichgrund zum Durchpausen einsetzen. Diese Seite hat die leichte Oberflächenrauhigkeit, um vom Weichgrund Material aufzunehmen, so dass Metall zum Ätzen freigelegt wird.
Beim Hartgrund kopiert man ebenfalls seine Vorlage auf die beschichtete, braune Platte, muss aber nicht so übervorsichtig sein wie bei dem empfindlichen Weichgrund. Die Linien sind schärfer als beim Weichgrund, aber für alle Untergründe oder auch die blanke Platte gilt gleichermaßen: Um die Seitenrichtigkeit zu erhalten und um das echte Spiegelbild auf dem jeweiligen Grund einzuzeichnen, muss man erkennen, auf welcher Seite der Transparentkopie sich der Toner befindet. Ggf. muss sogar die Kopie schon spiegelverkehrt ausgedruckt werden. Ziel ist dabei natürlich, auf der Druckplatte ein spiegelverkehrtes Bild einzuätzen, um beim Druck ein seitenrichtiges Bild zu erhalten.



Nun erfolgt die Übertragung auf die Platte. Entweder direkt mit der Radiernadel oder aber zuvor aufgetragenen Hart-/Weichgrund mit der Radiernadel (Druckintensität = Ritztiefe bzw. Linienbreite). Bei der Kaltnadeltechnik, also dem direkten Einritzen auf der Metallplatte, kann dann direkt zum Aufbringen der Farbe geschritten werden, also weiter zu Punkt 15). Bei den Beschichtungsverfahren folgt nun der Schritt der Ätzung.

Das Ätzbad
Zur Wahl stehen Kupfersulfat, CuS04 oder Eisen (III) Chlorid, FeCl3. Verweildauer durchschnittlich 15 min, je nach Konzentration. Vor dem Einlegen rückseitig Grifflasche aufkleben (Sichtkontrolle des Ätzvorganges, Schwenken der Platte im Bad, oder/und mit dem Pinsel die Rückstände von den Linien entfernen). Zuvor aber sollte man eine Ätzprobe machen, um das Ätzen nicht dem Zufall zu überlassen. Das „Sehen“ der richtigen Ätztiefe mit Hilfe einer Lupe ist mit einiger Erfahrung und Übung möglich.

Platten einfärben
Falls nicht schon erfolgt: Reinigen, Abwischen, Abreiben der Beschichtung mit einfachem Speiseöl oder Terpentin an der freien Luft oder unter guter Ablufthaube. Anschließend erneute Plattenreinigung mit Spülmittel und Wasser. Nun erst wird die Druckerfarbe – meist Kupfertiefdruckfarbe – mit einer Spachtel angemischt und durch die Bewegung „angewärmt“. Schließlich folgt der Farbauftrag mittels Kartonplättchen oder Fugengummi dünn in die Ätzfurchen! Vorteilhaft ist hier eine Wärmeplatte (gut handwarm), auf die die Druckplatte gelegt wird und dann die Einfärbung erfolgt.

Nun Gaze brechen (z.B. um ein Stuhlbein), wolkig tüllen – mit der glatten Seite nach unten, zuerst kreisförmig Farbe in die geätzten Furchen einmassieren.

Die überschüssige Farbe wird „abgehoben” durch vorsichtiges Zur-Seite-Wischen (nicht mit Kraft herauswischen). Nach fast komplettem Abtragen schließlich mit glattem Papier (z. B. Telefonbuch, da weiche, sehr glatte Oberfläche) flächig mit dem Handballen die unberührte, nicht geätzte Fläche polieren.



Der Druckvorgang
Schließlich kommt die Druckpresse zum Einsatz. Die Metallpatte wird auf dem Raster (unter Klarsichtfolie) ausgerichtet. Das feuchte Papier wird mit dem „Fröschchen” aus der Plastikverpackung genommen und an der Markierung angelegt und so auf die Druckplatte aufgelegt, darüber die Druckfilze (Filzmatten). Vorsicht – kein Fremdmaterial auf dem Drucktisch belassen! Gedruckt wird entweder durch Drehen am Seitenrad oder elektrisch per Vorschub, nicht hektisch. Die schwere Walze wird unter hohem Druck über das Papier und die darunter liegende Druckplatte bewegt, wobei das feuchte, aufgeweichte Papier in die Vertiefungen (durch Ritzen oder Ätzen) der Platte gepresst wird und die Farbe aufnimmt. Danach wird der fertige Druck abgenommen – am besten mit dem Papier-Fröschchen, um Verschmutzung zu vermeiden.


Die Nachbearbeitung
Schließlich wird die untergelegte Rasterfolie mit Glasreiniger gereinigt. (Glasreiniger reicht vollkommen, manche machen es noch mit Waschbenzin, aber es sollte Ziel sein, Lösungsmittel auf ein Minimum zu reduzieren).
Achtung! Der Druckende ist für den Druckvorgang/Presse verantwortlich und muss deshalb dafür sorgen, dass nicht andere z.B. durch das Schwungrad gefährdet werden, oder sich jemand beim Glattstreichen der Filze die Finger klemmt.
Für jeden Druck muss die Platte wieder neu eingefärbt werden. Es sei denn, man möchte noch einen „Geisterdruck“ machen, d.h. ohne neuen Farbauftrag nochmals abdrucken.
Der Druck selbst, also das bedruckte Papier, wird zur Trocknung zwischen Finnplatten unter Gewicht gelegt. Dazwischen werden einige Lagen Küchenpapier gelegt. Am nächsten Tag werden die Finnpappen oder Küchenpapier ausgetauscht. Bald ist der Druck schön glatt und trocken.
Abschließend erfolgt die Reinigung der Druckplatte mit einfachem Speiseöl, ggf. kann man ein wenig Terpentin nehmen. Danach wird entweder erneut Farbe aufgetragen – für einen neuen Druck oder sie wird mit Spülmittel und Wasser gereinigt. Nun kann die Oberfläche der abgetrockneten Druckplatte mit Gummi Arabicum (Schutz gegen Oxidation) versiegelt und schließlich zur Aufbewahrung in Zeitungspapier eingeschlagen werden.
Zum Ende der Druckaktion wird die Pressenplatte gut mit Öl gereinigt (damit die Farbe nicht eintrocknet) und anschießend mit Spiritus entfettet und als Plattenschutz ein Bogen Makulaturpapier aufgelegt. Abschließend wird der Drucktisch mittig positioniert. Zum Schluss werden die Druckfilze zum Trocknen oben auf die Presse gelegt und die Wischgaze zum Trocknen aufgehängt. So kann man sie lange benutzen.
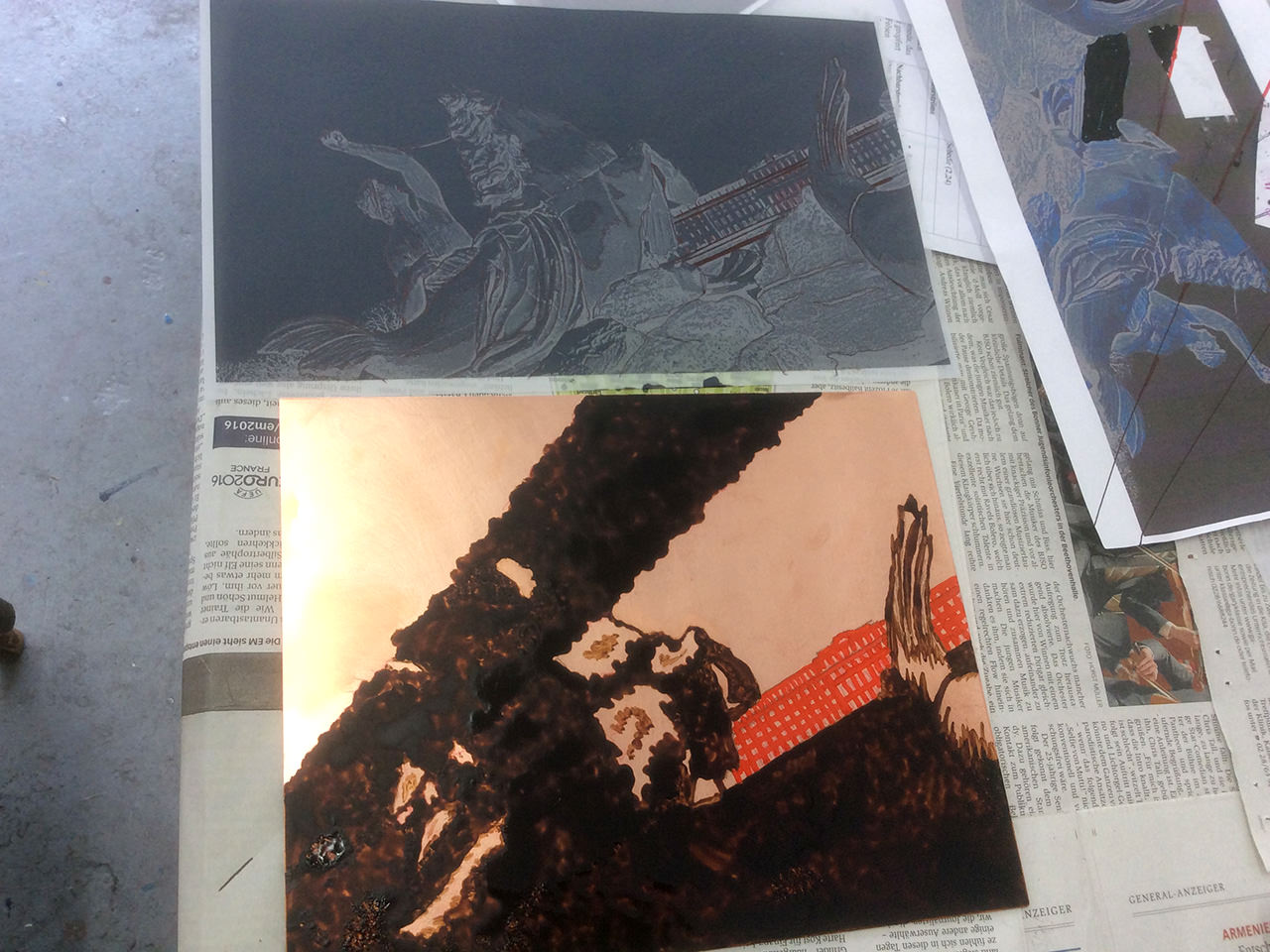
Sonderfall Aquatinta
Sollen nicht nur einzelne Linien sondern auch Flächen gedruckt werden – noch dazu in verschiedenen Intensitätsstufen – greift man zur sog. Aquatinta-Technik, wobei diese natürlich mit den oben genannten Techniken frei kombiniert werden kann, also sowohl mit der Kaltnadel als auch mit den Linienätzungen auf Hart- oder Weichgrund.

Schrittweises Vorgehen bei Aquatinta
- Die leere oder auch schon geätzte Platte entfetten, dann mit pulverisiertem Harz (Kolophonium) oder Asphalt bestäuben, so dass nur eine sehr dünne Staubschicht auf der Platte liegt (ideal: STAUBKASTEN). Alternativ Hartgrund mit Hilfe einer Airbrush Pistole aufbringen. Aber: nur unter sehr guter Absauganlage!
- Die Druckplatte über der Platte eines Elektrokochers oder Flamme eines Campingkochers vorsichtig erhitzen, so dass die Staubkörnchen auf der Druckplatte anschmelzen. Auf der Oberfläche der Platte ergibt sich so ein feines Punkteraster – vergleichbar mit dem gedruckten, gerasterten Bild in einer Zeitung. Nach dem Auskühlen der Platte werden die Stellen durch einen feinen Pinsel mit Hartgrundlack abgedeckt, die später ungeätzt – also hell – bleiben sollen.
- Nach einem sehr kurzen Ätzgang (ca. 3–7 Sekunden), je nach Stärke des angesetzen Ätzbades, und dem Abspülen und anschließendem Trocknen der Platte werden weitere Stellen durch den Pinsel abgedeckt, die einen helleren Grauton aufweisen sollen. Wieder erfolgt ein sehr kurzer Ätzgang – je nach Stärke des angesetzen Ätzbades (dies nennt man „Stufenätzung“). Dieses Verfahren kann so oft wiederholt werden wie man möchte, je nach Anzahl der Grauwerte. Dadurch ergibt sich eine lebhafte Abstufung von Grautönen. Die ersten leichten Grauwerte sind schon nach sehr kurzer Ätzzeit zu sehen. Je dunkler der Ton werden soll, desto länger also die Ätzzeit. Gerade für besonders wertige und schöne Aquatintaradierungen sollte man vorher eine abgestufte Ätzprobe machen, um genau arbeiten zu können. Merke: die Stellen, die gar nicht abgedeckt werden, werden am stärksten durch die Säure geätzt und dadurch am dunkelsten!
- Nach dieser Mehrstufenätzung entfernt man die Abdeckschichten mit Öl/Terpentin, hingegen Kolophonium mit Alkohol.
- Auf die Druckplatte wird anschließend die Farbe aufgetragen (siehe oben) und dann gedruckt (siehe oben), nachher gereinigt.
- Trocknung der Drucke wiederum zwischen Finnpappen.
- Am Ende des Tages die Druckplatte gut mit Öl reinigen (damit die Farbe in den Radiervertiefungen nicht eintrocknet), mit Gummi arabicum versiegeln und zwischen Papiere legen, damit keine Kratzer entstehen.
- Abschließend die Presse wieder in Ausgangsposition bewegen, den Drucktisch säubern und immer mittig positionieren!
- Schließlich die Filze zum Trocknen oben auf die Presse legen.
- Wischgaze zum Trocknen auslegen. So kann man sie lange benutzen.